熱処理知識の泉
浸炭焼入れ、浸炭窒化焼入れ処理
概要
浸炭とは鋼の表面に炭素を拡散浸透させる処理の総称で、主に耐摩耗性を向上させる効果があります。
通常浸炭のみで処理することは稀で、浸炭を行った後に焼入れを行います。
浸炭を行った後は硬さに強く影響する炭素が表面付近は多くあるため、通常の焼入れでは出にくい表面硬さを得ることができます。
浸炭焼入れは主に肌焼き鋼と呼ばれる低炭素の鋼に使用され、表層部は硬く(炭素量が多いため)、内部は柔らかい(炭素量が少ないため)状態にし、耐摩耗性と靱性両立させます。
※浸炭焼入れを行った後は、通常の焼入れ同様焼き戻しを行わなければなりません。
浸炭を行う方法は、使用設備によって異なり、
- 固体浸炭
- 液体浸炭
- 滴下式浸炭
- ガス浸炭
- 真空浸炭
- プラズマ浸炭
等があります。
浸炭窒化とは、炭素と窒素を同時に行う処理の総称で、浸炭同様に耐摩耗性を向上させる効果があります。
また浸入した窒素は焼入れ性の補助的な役割を果たすため、焼入れ性を向上させる合金成分が入っていない低炭素鋼やSPCC、SUMなどの材質でも硬さを上げることが容易で、硬さの斑ができにくいことも特徴です。
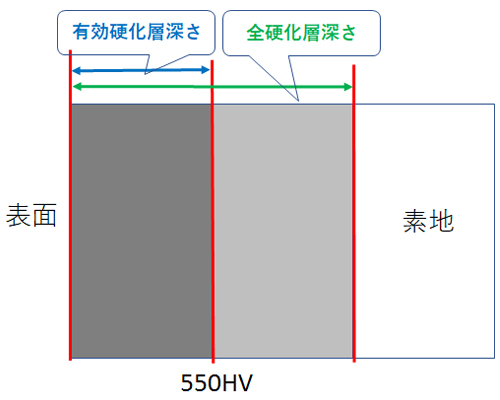
有効硬化層深さと全硬化層深さ
浸炭焼入れ・浸炭窒化焼入れを行う上での要求品質と致しまして重要になってくるのは深さです。
浸炭焼入れ・浸炭窒化焼入れでいう深さとは2種類ありまして、有効硬化層深さと全硬化層深さがありそれぞれJISに規定があります。
有効硬化層深さとは、一般的に【焼入れのまま又は200℃を超えない温度で焼戻しを行なった時の表面から550HVまでの距離】を指します。
例えば、要求品質での表面硬さが低かった場合、焼き戻しの温度で調整を行うため200℃を超えることが多々あるため、後で有効硬化層深さを測定しようとしても正確な値が出ないことになります。
全硬化層深さとは
【硬化層の表面から,硬化層と生地の物理的又は化学的性質の差異が,もはや区別できない位置までの距離。ここでいう物理的性質は硬さで,化学的性質はマクロ組織で判定する。】
難しく書かれておりますが、簡単に言うと表面から炭素が浸入している所までの距離を指します。
浸炭による炭素の影響で表層部分は硬さが高くなっていますが、内部に入っていくにつれてどんどん硬さは低くなっていきます。
物理的性質は炭素の影響を受けた硬さが素地とほとんど変わらない所までの距離を言います。
※有効硬化層深さとは異なり、明確な硬さの基準があるわけではありません。
化学的性質では、炭素が浸入しているところと素地の見え方が区別がつかないところまでの距離を言います。
物理的性質と化学的性質は両方とも検証方法は異なりますが、炭素が浸入しているところまでの距離のことを指します。
一般的には浸炭深さ=有効硬化層深さを指すと思いますが、指定がある場合は必ず明記が必要です。
防炭
防炭とは、浸炭や浸炭窒化処理の前工程に行われる処理です。
書いて字の如く、浸炭・浸炭窒化時に於ける炭素の浸入を防ぎます。
用途と致しましては顧客ごとに様々ですが、ネジ部への過浸炭防止や熱処理後に後加工を容易にします。
防炭を行うにはタップにボルトを入れたり、キーやネジ等後加工を行う箇所に溶剤や銅メッキなどを塗布します。
その際、表面に油などの汚れが付着していた場合、処理中に溶剤等が剥がれてしまい浸炭されてしまう不具合があるため注意が必要です。
また機械加工時に使用されることが多い水溶性切削油は近年主流となっている真空洗浄等の洗浄剤との相性が悪く、乾いてしまうと通常の洗浄では取れません。(水溶性切削油は通常 水にしか溶けないため)
またその汚れは非常に見え辛く、製品の表面に付着したまま防炭することとなるため不具合の原因になり易いです。
水溶性切削油で加工後、水分が乾燥する前に水置換性の防錆油で洗い流すことで水分ごと切削油が取ることで解決します。
ただし、浸炭を防止したとしても、素材が元々持っている炭素があるので、焼入れを行うことによって硬さは上昇するので注意が必要です。
浸炭後の歯車