熱処理知識の泉
熱処理加工トラブル防止策
歪み
熱処理時のトラブルの1つとして歪みがあります。
まず、どのようなことで歪みが発生するか
熱処理前工程における要因
加工の残留応力や圧延などの塑性流動組織によるもの
熱処理前にすでに内在している場合も多く、加熱することで応力が開放されて変形、変寸します。
【対策】機械加工の応力や、溶接後の応力は応力除去焼なましをすることにより緩和します。
圧延丸棒は熱処理により縮みます。仕上がりサイズで切断すると短く寸足らずになるので、素材長く調達するなどの考慮が必要です。
浸炭焼入焼戻しをするような材料の場合、素材の段階で浸炭焼入れをする温度より高い温度で焼ならしを実施し、完成品に近い状態で行なう浸炭焼入焼戻しの時に変形しないようにその温度までの熱履歴を与えて先に変形を出し切ります。
熱処理時に発生する要因
加工の残留応力や圧延などの塑性流動組織によるもの
熱処理前にすでに内在している場合も多く、加熱することで応力が開放されて変形、変寸します。
熱応力と変態応力
熱応力
熱処理時に加熱、冷却することにより膨張、収縮が起こります。
この加熱、冷却の際に全体が均一に変化すれば良いのですが、現実は周りの熱影響などで時間差が発生する為、膨張量、収縮量の差が生じ変形に繋がります。
変態応力
鋼が加熱、冷却されることにより、結晶構造、金属組織が変わります。
これを変態といい、この結晶構造、金属組織はそれぞれで体積が異なる為、結晶構造、金属組織が変わる時に膨張、収縮が起こります。
この変態の始まる時間差でにより変形が生じます。
熱応力と変態応力
常温でその形状が保たれている場合でも、加熱し高温になると材料強度が低くなり、自重を支えられなくなり垂れてしまいます。
【対策】積込み方法の工夫でより均一に加熱・冷却し、変形を出来るだけ抑えます。
もともと複雑な形状の焼入品の場合は均一な冷却が不可能な場合もあり、変形の方向を推定しプレステンパで変形を戻す計画を立てます。
また自重による変形を抑える対策としては、適切な位置をジグで支える。もしくは可能ならば立てて積載するなどの処置を実施します。

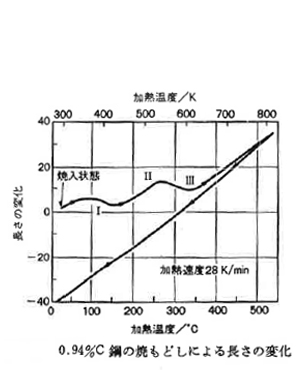
(参考)熱を掛けた際の寸法変化
グラフ引用先:日本金属学会 講座・現代の金属学 材料偏 4 鉄鋼材料より
割れ(クラック)
熱処理時のトラブルの1つとして割れがあります。
なぜ割れるかと言いますと、引張応力が必要以上にかかることで割れます。
引張り応力の反対は圧縮応力と言いますがこの応力では割れません。
 必要以上に引張ると材料は破断していまいます。
必要以上に引張ると材料は破断していまいます。 この向きに力がかかっていれば形は維持されます。
この向きに力がかかっていれば形は維持されます。では、なぜ熱処理時に割れるかというと鋼材を加熱・冷却する際の熱膨張・収縮、その他に鋼材の結晶構造の並び替え(変態)が起こることにより体積変化が起こります。これが均一に出来ればよいですが、焼入した際には鋼材の表層が先に冷却され、遅れて内部が冷却されるという具合に時間差が生じます。またこの時に変態が起こると複雑な体積差が生じる為、引張応力が発生した強度の弱い部分に応力集中して割れにつながります。
・このような場合に割れが考えられます
材質・組成
偏析、不均一、前組織、非金属介在物、巣、材料キズ
材料に欠陥がある場合、その部分に応力集中するので割れに繋がります。
形状
薄肉、尖角部、穴
肉厚により冷却差が生じる為、応力のバランスがくずれます。
肉厚が薄い部分は材料強度も低いので割れに繋がります。
熱処理
加熱、冷却時の熱応力、変態応力
加熱、冷却速度が遅い場合は発生する応力の差が小さく破壊に繋がりませんが、加熱、冷却速度が速い場合は熱応力、変態応力が大きくなり割れに繋がります。
いずれの場合も応力の集中する部分が起点になり割れが発生しますので、応力を集中する部分の除去、もしくは緩和させることで割れを抑制することが出来ます。
(例)形状の場合
切り欠き部分にRをつける。
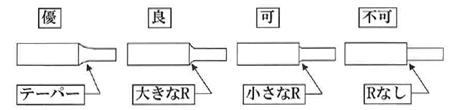
また図のように形状による冷却差が生じることがわかっています。
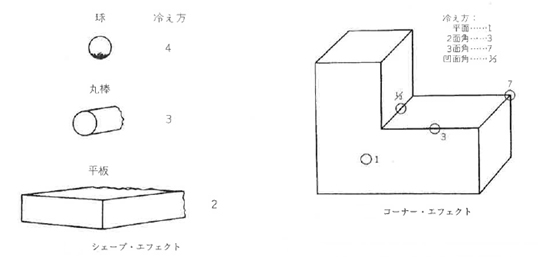 (参考)日本規格協会 熱処理のおはなし 大和久 重雄
(参考)日本規格協会 熱処理のおはなし 大和久 重雄